Flat Surface Between Two Bends In Sheet Metal

Sheet Metal Flat Pattern Calculator Smlease Design

Layout And Forming Part One

Solidworks Sheet Metal Lofted Bend Youtube Sheet Metal Drawing Solidworks Sheet Metal

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries

From The Trenches With Autodesk Inventor Understanding Bend Allowance And Bend Dedcution In Inven Sheet Metal Fabrication Sheet Metal Drawing Sheet Metal Work
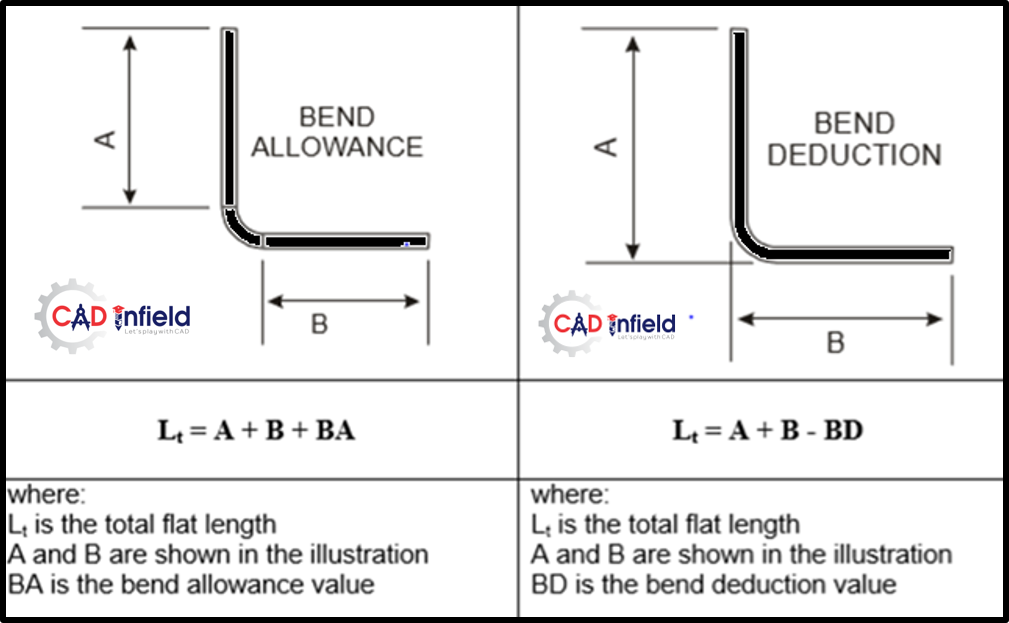
Sheet Metal Fabrication Fundamental Cad Infield Fabrication Design

The minimum distance between two counterbores is eight times the material thickness.
Flat surface between two bends in sheet metal.

Following Dfm Guidelines For Working With Sheet Metal Machine Design

Display Sheet Metal Bend Notes 1 Create A New Drawing View By Inserting The Flat Pattern Configuration Into The Drawing As A Reg Flats Patterns Pattern Notes
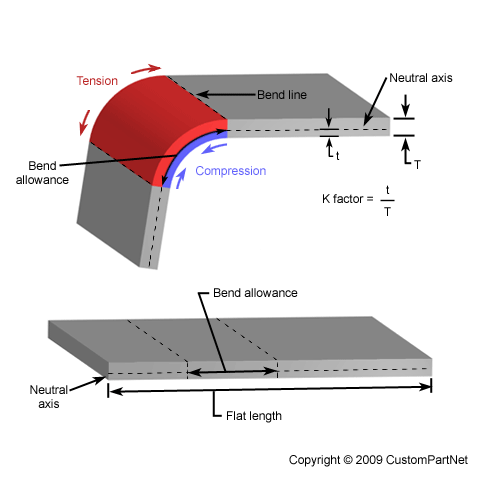
Sheet Metal Forming

Solidworks Sheet Metal Tutorial Panel Youtube Sheet Metal Sheet Metal Drawing Sheet Metal Work
Source : pinterest.com
